
紅膠,也稱為SMT接著劑、SMT紅膠,它是紅色的膏體中均勻地分布著硬化劑、顏料、溶劑等的粘接劑,主要用來將元器件固定在印制板上,一般用點膠或鋼網印刷的方法來分配.貼上元器件后放入烘箱或再流焊機加熱硬化.它與所謂的焊膏是不相同的,一經加熱硬化后,再加熱也不會溶化,也就是說,貼片膠的熱硬化過程是不可逆的. SMT貼片膠的使用效果會因熱固化條件、被連接物、所使用的設備、操作環境的不同而有差異.使用時要根據生產工藝來選擇貼片膠.
主要成分:基料(即主體高份子材料)、填料、固化劑、其它助劑等.
由于紅膠受溫度影響用本身粘度,流動性,潤濕等特性,所以紅膠要有一定的使用條件和規范的管理。
1、紅膠要有特定流水編號,根據進料數量、日期、種類來編號。
2、紅膠要放在2~8℃的冰箱中保存,防止由于溫度變化,影響特性。
3 、紅膠回溫要求在室溫下回溫4小時,按先進先出的順序使用。
4、對于點膠作業,膠管紅膠要脫泡,對于一次性未用完的紅膠應放回冰箱保存,舊膠與新膠不能混用。
5、要準確地填寫回溫記錄表,回溫人及回溫時間,使用者需確認回溫OK后方可使用。
通常,紅膠不可使用過期的。 在室溫下可儲存7天,在小于5℃時儲存大于個6月,在5~25℃可儲存大于30天。
設備選型根據工藝要求與產品特殊要求而定。
印刷方式
鋼網刻孔要根據零件的類型,基材的性能來決定,其厚度和孔的大小及形狀。其優點是速度快、效率高。
點膠方式
點膠是利用壓縮空氣,將紅膠透過專用點膠頭點到基板上,膠點的大小、多少、由時間、壓力管直徑等參數來控制,點膠機具有靈活的功能。 對于不同的零件,我們可以使用不同的點膠頭,設定參數來改變,也可以改變膠點的形狀和數量,以求達到效果,優點是方便、靈活、穩定。缺點是易有拉絲和氣泡等。我們可以對作業參數、速度、時間、氣壓、溫度調整,來盡量減少這些缺點。
針轉方式
針轉方式是將一個特制的針膜,浸入淺膠盤中每個針頭有一個膠點,當膠點接觸基板時,就會脫離針頭,膠量可以借著針的形狀和直徑大小來變化。
標準流程編輯
SMT紅膠工藝制作標準流程為:絲印→(點膠)→貼裝→(固化)→回流焊接→清洗→檢測→返修→完成 。
1、絲印:其作用是將錫膏(焊錫膏)或紅膠(貼片膠)印到PCB線路板的焊盤上,為元器件的焊接做準備。所用設備為絲印機(絲網印刷機),位于SMT工藝生產線的最前端。
2、點膠:它是將紅膠點到PCB的的固定位置上,其主要作用是將元器件固定到PCB板上。所用設備為點膠機,位于SMT生產線的最前端或檢測設備的后面。
3、貼裝:其作用是將表面組裝元器件準確安裝到PCB的固定位置上。所用設備為貼片機,位于SMT生產線中絲印機的后面。
4、固化:其作用是將紅膠(貼片膠)融化,從而使表面組裝元器件與PCB板牢固粘接在一起。所用設備為固化爐,位于SMT生產線中貼片機的后面。
5、回流焊接:其作用是將錫膏(焊錫膏)融化,使表面組裝元器件與PCB板牢固粘接在一起。所用設備為回流焊爐,位于SMT生產線中貼片機的后面。
6、清洗:其作用是將組裝好的PCB板上面的對人體有害的焊接殘留物如助焊劑等除去。所用設備為清洗機,位置可以不固定,可以在線,也可不在線。
7、檢測:其作用是對組裝好的PCB板進行焊接質量和裝配質量的檢測。所用設備有放大鏡、顯微鏡、在線測試儀(ICT)、飛針測試儀、自動光學檢測(AOI)、X-RAY檢測系統、功能測試儀等。位置根據檢測的需要,可以配置在生產線合適的地方。
8、返修:其作用是對檢測出現故障的PCB板進行返工。所用工具主要為熱風槍、烙鐵、返修工作站等。配置在生產線中任意位置。
在印刷方式上一般現在都是使用金屬刮刀,有些手動印刷機會使用膠刮刀,自動或半自動一般都是使用的不銹鋼片刮刀.環城采用金屬刮刀,刮刀頭獨立控制,優越的閉環反饋。
其實使用手動臺印刷也應該使用不銹鋼片刮刀,膠刮刀容易磨損,刮出的效果不佳,而且較不銹鋼片刮刀費力,唯一的好處就是對鋼網的保護性要好些,換句話說就是可以使用鋼網用的久一點。
圖形B001 Chip料紅膠印刷標準。
標準:
1、元件在紅膠上偏移,
2、元件與基板緊貼。
圖形B002 Chip料紅膠印刷允收
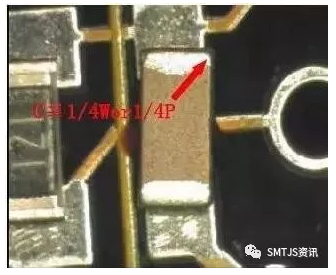
允收:
1、偏移里C≤1/4W或1/4P。
2、元件元件與基板的間隙不可超過0.15m。
P為焊盤寬
w為元件寬
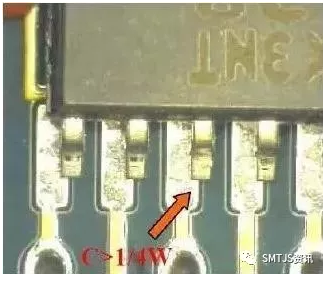
圖形B003 Chip料紅膠印刷拒收
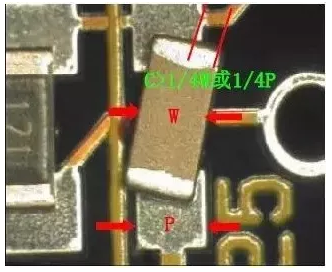
拒收:
1、F為焊盤寬。
2、為元件寬。
3、C為偏移里o
4、C>1/4X或1/4P。
5、元件與基板間隙超過0.15mm。
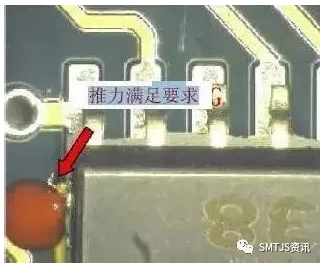
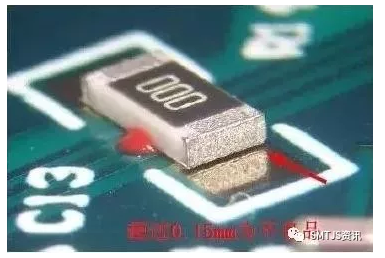
圖形B004 Chip料紅膠印刷規格標準
標準:
1、膠無偏位。
2、膠量均匂。
3、膠量足,推カ満足要求。
圖形B005 Chip料紅膠印刷規格允收
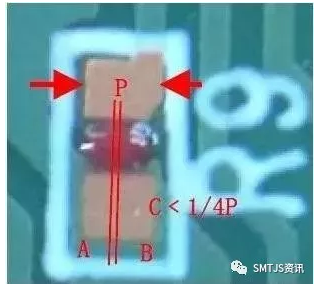
允收:
1、A內膠中心。
2、B為焊盤中心。
3、C內偏移量。
4、P為悍盤。
5、C<1/4P,且膠均匂,推力満足要求。
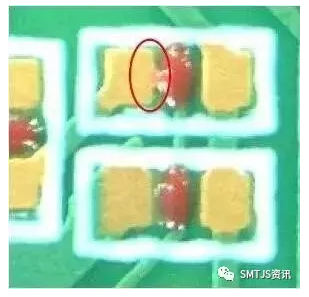
圖形B006 Chip料紅膠印刷規格拒收
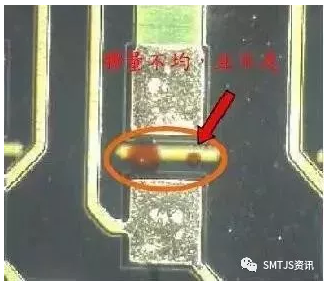
拒收:
1、膠量不足。
2、膠印刷不均勻。
3、推力不足。
圖形B007 SOT料紅膠印刷標準
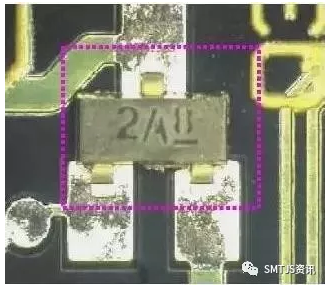
標準:
1、膠量適中。
2、元件無偏移。
3、推力 正常,能達到規定要求。
圖形B008 SOT料紅膠印刷允收
允收:
1、膠稍多,但未沾到焊盤與元件腳。
2、推車滿足要求。
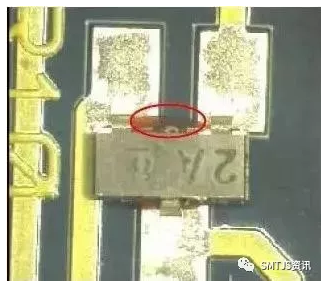
圖形B009 SOT料紅膠印刷拒收
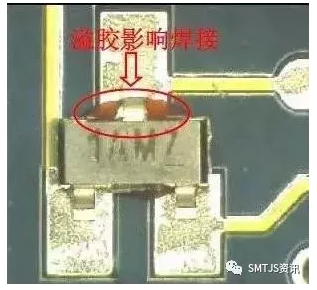
拒收:
1、膠溢至焊盤上。
2、元件引腳有腳,造成焊性下降。
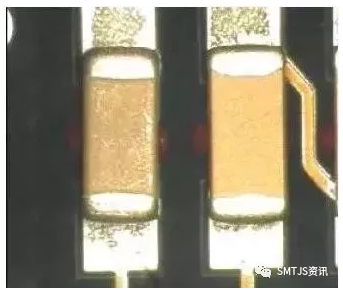
圖形B010 圓柱形紅膠印刷標準

標準:
1膠量正常。
2、高度瀶要求。
3、 推力満足要求。
圖形B011 圓柱形紅膠印刷允收
允收:
1、成形略佳。
2、膠稍多,但不形成溢膠。
圖形B012 圓柱形紅膠印刷拒收

拒收:
1、膠偏移量大于1/4P.。
2、溢膠,致焊盤被污染。
圖形B013 圓柱形紅膠印刷規格標準

標準:
1、元件無偏移。
2、膠量足,推力滿足要求。
圖形B014 圓柱形紅膠印刷規格允收

允收:
1、偏移重C≤1/4W或1/4P。
2、膠量足,推力満足要求。
圖形B015 方形紅膠印刷拒收
拒收:
1、膠偏移重在1/4以上,。
2、推カ不足。
圖形B016 柱元件紅膠印刷放置標準
標準:
1、元件無偏移。
2、推力滿足要求。
圖形B017 柱元件紅膠印刷放置允收
允收:
1、偏移量C≤1/4P。
2、膠量足,無溢膠。
圖形B018 柱元件紅膠印刷放置拒收
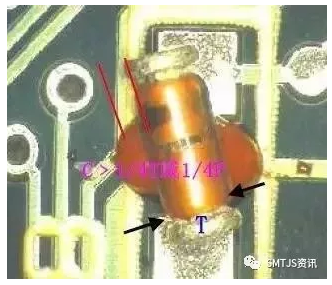
拒收:
1、T:元件直徑。
2、P:焊盤寬。
3、C=偏移重> 1/4P或 1/4T。
圖形B019 貼片IC點膠標準
標準:
1、元件無偏位。
2、膠量標準。
3、元件推力能滿足要求。
圖形B020 貼片IC點膠允收
允收:
1、偏移量C≤1/4W。
2、推力滿足要求。
圖形B021 貼片IC點膠拒收
拒收:
1、P為焊盤寬。
2、W為元件腳寬。
3、C為偏移量。
4、C>1/4W。
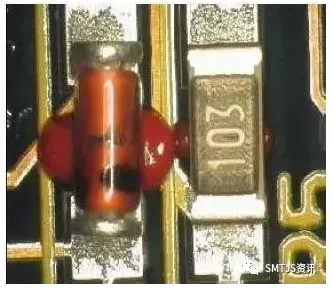
圖形B022 紅膠溢膠不良圖1
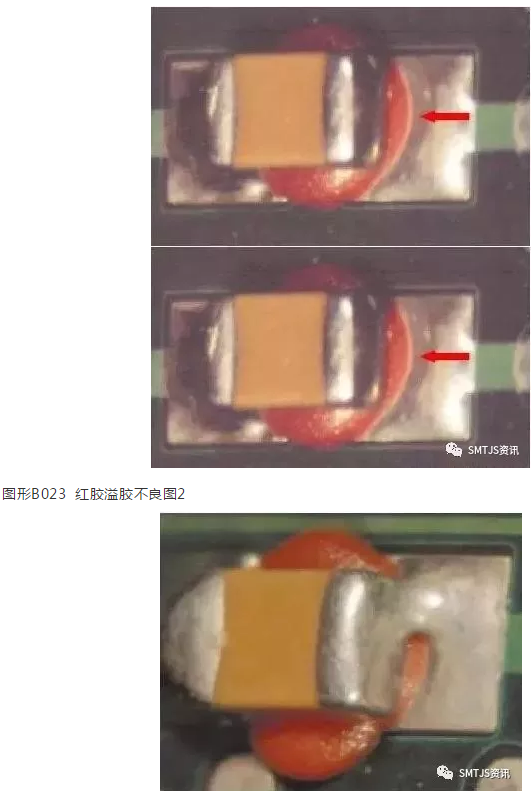
說明:紅膠不可溢膠致元件端面與焊盤間。
適用于所有紅膠貼裝元件。
圖形B024 紅膠板元件浮高不良
說明:元件從本體算起,浮高≤0.15mmm為良品。
使用塞規測試。
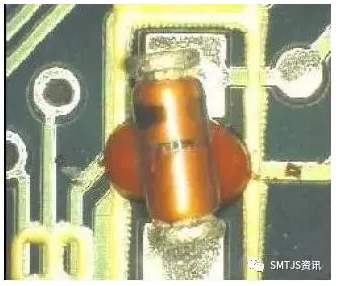
SMT 紅膠工藝組件缺失分析及解決辦法 在 SMT 紅膠工藝的生產中,在固化后焊接前常發現有漏失組件的情況,特別是圓柱體組件及較厚 SMT 紅膠工藝組件缺失分析及解決辦法 在 SMT 紅膠工藝的生產中,在固化后焊接前常發現有漏失組件的情況,特別是圓柱體組件及較厚的片式組件。因人為的機械沖擊而造成組件缺失的情況這 ? 不再贅述。下面以圓柱體端帽形貼片二極管為例,就其它非人為機械沖擊造成的組件缺失現象分為兩種情況進行分析:
1. 組件缺失,但紅膠還在 ,分析原因有以下幾點:
1 ) . 絲網設計缺陷,造成印刷紅膠的量不足,在固化后組件沒有完全粘牢,易脫落。這個問題較易改善,首先要檢查絲網的制作是否符合設計尺寸。其次,如果本來絲網的開口為方口,在長度不變的情況下可以向外擴充圓弧,通過將開口改為橢圓型的方法來增大開口的面積。另外,現有工藝一般采用接觸式印刷,刮刀會把大膠點的膠切割掉,因此,絲網的厚度基本上與膠點的高度差不多,絲網厚度是否合適,也會影響印刷的效果。
2 ) . 印刷紅膠時刮刀的控制不當,會造成印刷不良。就人工印刷而言,刮刀的壓力應能保證印出的膠點邊緣清晰、表面平整、厚度適宜;刮刀速度的控制應保證膠體相對于刮刀為滾動而非滑動,一般情況下, 20 -40mm /s 為宜;刮刀的角度以 45 - 60 度為宜。另外,操作工人對印刷時的速度、壓力、反復印刷等控制的熟練程度對印刷效果也有很大的影響。
3 ) . 紅膠的固化溫度過高,使固化后的紅膠變脆,在生產過程中受震動時易脫落。紅膠的固化溫度應根據實際情況來定,目前家用電器電子控制器的生產過程中常用的進口紅膠最高固化溫度應控制在 160 ℃ 以下。固化的效果如何可以通過固化后的推力測試進行評估,用推力測試儀以平行于基板的力對組件進行測試,組件可承受的最大推力根據組件的大小而有所不同,常用的 0603 、 0805 、 1206 封裝的組件推力一般在 1kg - 2kg 之間。
4 ) . 生產過程中對紅膠的使用、紅膠板的存放沒有嚴格控制。通常,很多工廠對紅膠的低溫存放和取用的要求都是嚴格執行的,但對生產過程中溫度控制、紅膠板的放置、開封的紅膠及每天印刷后的余料處理卻沒有嚴格控制。首先,點膠和印刷操作應在 23± 3 ℃ 的環境條件下進行,才能達到最佳涂敷質量。其次,開封并攪拌過的紅膠要在 24 小時內使用完畢,印刷過的紅膠板要在 12 小時內完成固化,每日使用的余料不能與新開封的紅膠混合使用,且不能使用會收縮的膠體。 圓柱體封裝的組件缺失還與其自身的結構有關,與片式組件相比,這種結構與膠體的接觸面積較小,更易脫落。目前,很多工程師在設計時,已經考慮不再使用圓柱體封裝的組件,而用相應的扁平封裝代替。再者,還與選用的紅膠類型和紅膠本身的質量有關,我們一般通過幾個指標衡量選用的紅膠是否適合實際應用:剪切強度、剝離強度、固化條件、印刷工藝性、熱穩定性、熱固性。
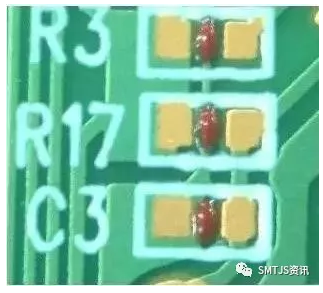
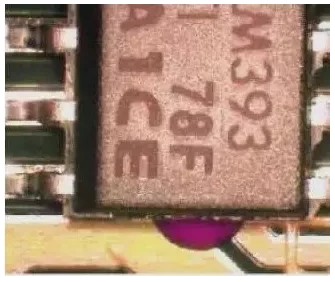
另外, PCB 的加工質量也會帶來一些影響, PCB 本身不平整也會造成組件缺失。 2. 紅膠與組件一起缺失,且 PCB 板上的阻焊劑膜被紅膠粘走 這種現象主要的原因是 PCB 板的綠油附著力太低。假設綠油本身不存在質量問題,那么附著力低需從 PCB 板的制程控制中查找原因。主要有以下幾點:
紅膠與元件一起缺失,且阻焊劑膜被帶走
1 ) . 銅板表面粗糙度不符合要求。粗糙度的控制主要在銅板前處理工序,加強前處理工序即可改善粗糙度;
2 ) . 銅板不夠干燥,表面附有水汽。前處理工序后的第一道烘干工序需保證烘干徹底;
3 ) . 油墨與固化劑未調勻。取決于開油時的攪拌程度,需加強開油時的攪拌;
4 ) . 板面氧化造成油墨吸附力降低。該環節應嚴格控制磨板質量,防止板面氧化。如果不能做到即磨即印,磨好之板最長放置時間不能大于 2 小時;
5 ) . UV 固化不足。需檢查曝光能量是否符合工藝要求、 UV 燈是否存在老化問題;
6 ) . 顯影溫度太高或板子在顯影液中停留時間過長,需加強對顯影溫度和速度控制;
7 ) . 預烘或后烘溫度或時間不夠,該環節需根據實際情況嚴格記錄生產過程、定期檢查校對烘箱溫度值。
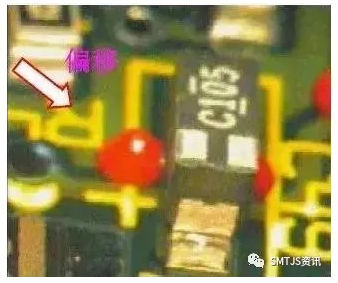
元件偏移
造成元件偏移的原因有:
1、紅膠膠粘劑涂覆量不足;
2、貼片機有不正常的沖擊力;
3、紅膠膠粘劑濕強度低;
4、涂覆后長時間放置;
5、元器件形狀不規則,
6、元件表面與膠粘劑的粘合性不協調。
元件偏移的解決方法:
1、調整紅膠膠粘劑涂覆量;
2、降低貼片速度,
3、大型元件最后貼裝;
4、更換紅膠膠粘劑;
5、涂覆后1H內完成貼片固化。
元件掉件
造成元件掉件的原因有:
1、固化強度不足或存在氣泡;
2、紅膠點膠施膠面積太小;
3、施膠后放置過長時間才固化;
4、使用UV固化時膠水被照射到的面積不夠;
5、大封裝元件上有脫模劑。
元件掉件的解決方法:
1、確認固化曲線是否正確及紅膠粘膠劑的抗潮能力;
2、增加涂覆壓力或延長涂覆時間;
3、選擇粘性有效時間較長的紅膠膠粘劑或適當調整生產周期,
4、涂覆后1H內完成貼片固化。
5、增加膠量或雙點施行膠,使紅膠膠液照射的面積增加;
6、咨詢元器件供應商或更換紅膠粘膠劑。
粘接度不足
造成紅膠粘接度不足的原因有:
1、施紅膠面積太小;
2、元件表面塑料脫模劑未清除干凈;
紅膠粘接度不足的解決方法:
1、利用溶劑清洗脫模劑,
2、更換粘接強度更高的膠粘劑;
3、在同一點上重復點膠。
4、采用多點涂覆,提高間隙充填能力。
固化后強度不足
造成紅膠固化后強度不足的原因有:
1、紅膠膠粘劑熱固化不充分;
2、紅膠膠粘劑涂覆量不夠;
3、對元件浸潤性不好。
紅膠固化后強度不足的解決方法:
1、調高固化爐的設定溫度;
2、更換燈管,同時保持反光罩的清潔,無任何油污;
3、調整紅膠膠粘劑涂覆量;咨詢供應商。
粘接不到位
施紅膠不穩定、粘接不到位的原因有:
1、冰箱中取出就立即使用;
2、涂覆溫度不穩;
3、涂覆壓力低,時間短;
4、注射筒內混入氣泡;
5、供氣氣源壓力不穩;
6、膠嘴堵塞;
7、電路板定位不平
8、膠嘴磨損;
9、膠點尺寸與針孔內徑不匹配。
施紅膠不穩定、粘接不到位的解決方法:
1、充分解凍后再使用;
2、檢查溫度控制裝置;
3、適當調整凃覆壓力和時間;
4、分裝時采用離心脫泡裝置;
5、檢查氣源壓力,過濾齊,密封圈;
6、清洗膠嘴;
7、咨詢電路板供應商;
8、更換膠嘴;
9、加大膠點尺寸或換用內徑較小的膠嘴。
拖尾拉絲
造成拖尾也稱為紅膠拉絲的原因有:
1、注射筒紅膠的膠嘴內徑太小;
2、紅膠膠粘劑涂覆壓力太高:
3、注射筒紅膠的膠嘴離PCB電路板間距太大;
4、紅膠膠粘劑過期或品質不佳;
5、紅膠膠粘劑粘度太高;
6、紅膠膠粘劑從冰箱中取出后立即使用;
7、紅膠膠粘劑涂覆溫度不穩定;
8、紅膠膠粘劑涂覆量太多;
9、紅膠膠粘劑常溫下保存時間過長。
紅膠拖尾、紅膠拉絲的解決方法:
1、更換內徑較大的膠嘴;
2、調低紅膠膠粘劑的涂覆壓力;
3、縮小注射筒紅膠膠嘴與PCB電路板的間距
4、選擇“止動”高度合適的膠嘴;
5、檢查紅膠膠粘劑是否過期及儲存溫度;
6、選擇粘度較低的紅膠膠粘劑;
7、紅膠膠粘劑充分解凍后再使用;
8、檢查溫度控制裝置;
9、調整紅膠膠粘劑涂覆量;
10、使用解凍的冷藏保存品紅膠。
空洞凹陷
造成紅膠空洞或者紅膠凹陷的原因有:
1、注射筒內壁有固化的紅膠膠粘劑,
2、注射筒內壁有異物或氣泡;
3、注射筒膠嘴不清潔。
紅膠空洞或者紅膠凹陷的解決方法:
1、更換注射筒或將其清洗干凈;
2、排除注射筒內的氣泡。
3、使用針筒式小封裝。
紅膠漏膠
造成紅膠漏膠的原因有:
1、紅膠膠粘劑內混入氣泡。
2、紅膠膠粘劑混有雜質。
紅膠漏膠的解決方法:
1、高速脫泡處理;
2、使用針筒式小封裝。
膠嘴堵塞
造成紅膠膠嘴堵塞的原因有:
1、不相容的紅膠膠水交叉污染;
2、針孔內未完全清潔干凈;
3、針孔內殘膠有厭氧固化的現象發生;
4、紅膠膠粘劑微粒尺寸不均勻。
紅膠膠嘴堵塞的解決方法:
1、更換膠嘴或清潔膠嘴針孔及密封圈;
2、清洗膠嘴,注意勿將固化殘膠擠入膠嘴(如每管膠的開頭和結尾);
3、不使用黃銅或銅質的點膠嘴(丙烯酸脂膠粘劑在本質上都有厭氧固化的特性);
4、選用微粒尺寸均勻的紅膠膠粘劑。






